REDCO GRC Methods of Manufacturing
Spraying
Spraying of fibre and slurry simultaneously onto a mould, by manual or mechanical means. Typical products made using the spray process include architectural cladding panels, channels, tanks, facade elements, ducting and permanent formwork.
Sprayed GRC
In the manufacture of GRC by the spray process, simultaneous sprays of cement/sand mortar slurry and chopped Cem-FIL AR glass fibre are deposited from a spray-head into or onto a suitable mould. The spray-head may be hand held or mounted on a machine. The mortar slurry is fed to the spray gun from a metering pump unit and is broken into droplets by compressed air. Cem-FIL AR fibre roving is fed to a glass fibre chopper/feeder, mounted on the spray head which chops the fibre to predetermined lengths, typically 25-40 mm and injects the chopped strands into the mortar spray so that a uniform felt of fibre and mortar is deposited on the mould. The slurry has typically a sand:cement ratio of up to 1:1 and a water:cement ratio of 0.33.
The water:cement ratio should be kept as low as possible consistent with satisfactory spray and incorporation characteristics, as increasing the water:cement ratio leads to a reduction in the strength of the product. Admixtures may be used to obtain the required workability. The proportion of fibre to slurry is adjusted so that the resulting composite contains typically 5% by weight of glass fibre.
Manual Spray Method
The operator holds the spray-head in his hand and moves it to and-from across the mould, directing the stream of material perpendicular to the mould surface, until the required thickness of GRC has been built up. Roller-compaction ensures compliance with the mould face, impregnation of the fibre by the slurry, removal of trapped air and development of adequate density. The rolled surface may be finally trowelled smooth. Thickness control is achieved by use of pin-gauges. A typical output of a single hand-unit is 10-12 kg of GRC per minute. The process results in one surface of the product having an ex-mould finish and the other surface a rolled or trowelled finish Products are covered with polythene sheet after spraying and normally demoulded the following day and then cured. The process is labour intensive but is capable of producing complex shapes and is extremely versatile. The process is used for manufacture of a wide range of components including cladding panels, agricultural components, facade elements, formwork and ducting.
Uring Spraying
Good quality Cem-FIL GRC is produced when there is a minimum of trapped air (low pressures, good compaction) and when the fibres are well distributed (correct percentage and good spray technique).
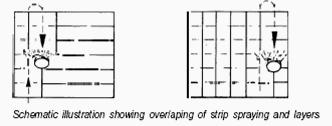
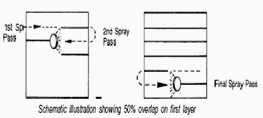
- It is normal good practice to spray in layers (roughly 3-4 mm thick) at a speed likened to waltz-time.
- Each layer should be compacted before the next layer is sprayed.
- Each layer consists of spraying in alternate directions.
Premixing
Premixing the fibre and slurry and then processing the mixture by vibration casting, extrusion, injection moulding, etc., to produce the end product form. Typical products made using the premix process are sunscreens, planters, electrical transformer housings, slates and tiles, junction boxes and drainage components.
Premixed GRC
All premix processes involve the blending together of the cement, sand, water, admixtures and chopped strands of Cem-FIL fibre in a mixer prior to being formed. To produce a premix of the correct quality it is necessary to mix in two stages. The first stage is designed to produce a high quality slurry to achieve the necessary workability and allow for the uniform incorporation of fibre. The second stage is the blending of fibres into the slurry at a reduced speed. It is more convenient to carry out both stages in the same piece of equipment, but separate mixers can be used for each stage. The actual mix formulation used depends upon the type of product being made, but a typical mix has a sand:cement ratio of 2:3 and a water:cement ratio of preferably less than 0.35. It is essential to keep the water:cement ratio as low as possible consistent with maintaining workability of the mix, so admixtures are used.
Up to 4% by weight of chopped strands can be incorporated into the mix, but typical fibre content is 3%. The fibre length is normally 12 mm because above this length the mix becomes difficult to work. A fibre length of 25 mm is generally found to be the maximum useable. Although the glass fibre strands are designed to withstand the mixing action, it is normal, as indicated above, to add the fibre at the end of the mixing cycle to minimise fibre damage.
Curing of GRC Products
The hydration of cement is a relatively slow process at ambient temperatures and for this reason concrete products are usually allowed to hydrate or 'cure' for several weeks after casting to give full strength development. GRC products are normally of comparatively thin section, manufactured with a lower water:cement ratio than most conventional concretes, and are prone to rapid drying. If this occurs before hydration is complete the cement never achieves its full strength and the properties of the GRC are adversely affected, so more attention to curing conditions is necessary.
Moist Curing of GRC Products
To ensure complete hydration it is essential that products are kept moist immediately after manufacture and during the curing period. Several methods of achieving this are currently in use, mainly: storage in a humidity chamber or fog room, sealing in polythene bags, or total immersion in water. For all products the curing period can be divided into three parts:
- A pre-demoulding cure to give sufficient strength to the product for demoulding. This is important and is carried out by covering the component closely with polythene to minimise air flow across the GRC surface thus enabling the component to retain as much water as possible.
- The main cure as described above.
- Post-curing during which the product is normalised to the ambient conditions prior to storage or use, particularly in extreme hot or cold conditions. The rate of hydration will be different in each of these periods, but at the end of the curing cycle the GRC should have been brought up to the final strength requirements. The particular curing regime will depend upon the product, manufacturing process and mix design, and must be such that the required level of properties is achieved. During the curing period the strength of the GRC products will be building up from an initially low level and care is necessary in demoulding, handling and particularly in the main cure to ensure that products are not overstressed whilst in a relatively weak state since they could be permanently deformed or subjected to damage which may not be visible. As with concrete, it is possible to use accelerated curing schedules, either by the use of chemical accelerators or by a higher temperature cure. This may be commercially attractive, but conditions must be carefully controlled to achieve consistent and acceptable strength levels. A controlled post-curing regime is important where the conditions in storage or use will be substantially different, in either temperature or humidity, from the main cure conditions. In particular, the combination of direct sun and low humidity could cause problems with differential drying shrinkage even though the GRC strength is high at this stage in its life. GRC products will achieve a substantial proportion of their ultimate strength when the main cure is carried out for 7 days, in a humidity of greater than 95% RH, and with a minimum temperature of 15°C. A suitable post-curing regime will allow the remainder of the strength to be realized.
Air Curing
An alternative method of curing the GRC is to incorporate polymeric materials into the GRC mix. The polymer formulation used must be capable of forming a film around the mix particles, thus allowing the moisture in the GRC to be retained and hydration to continue. The polymer materials are normally added at dosage rates of between 2% and 10% of polymer solids to cement weight. After demoulding the GRC product can be allowed to cure in ambient air conditions, but care must be taken to ensure that the air temperature is above the minimum film formation temperature of the polymer. The properties of GRC cured in this way are similar to those of the same basic formulation (i.e. sand:cement ratio, water:cement ratio and glass content) made without polymer additions and moist cured as described in section 3.4.1. However the addition of polymer materials to GRC may affect the fire performance properties.